
CNC בוסבאַר פּאַנטשינג און שער מאַשין GJCNC-BP-30





פּראָדוקט דעטאַלן
GJCNC-BP-30 איז אַ פּראָפעסיאָנעלע עקוויפּמענט דיזיינד צו פּראָצעסירן בוסבאַר עפֿעקטיוו און אַקיעראַטלי.
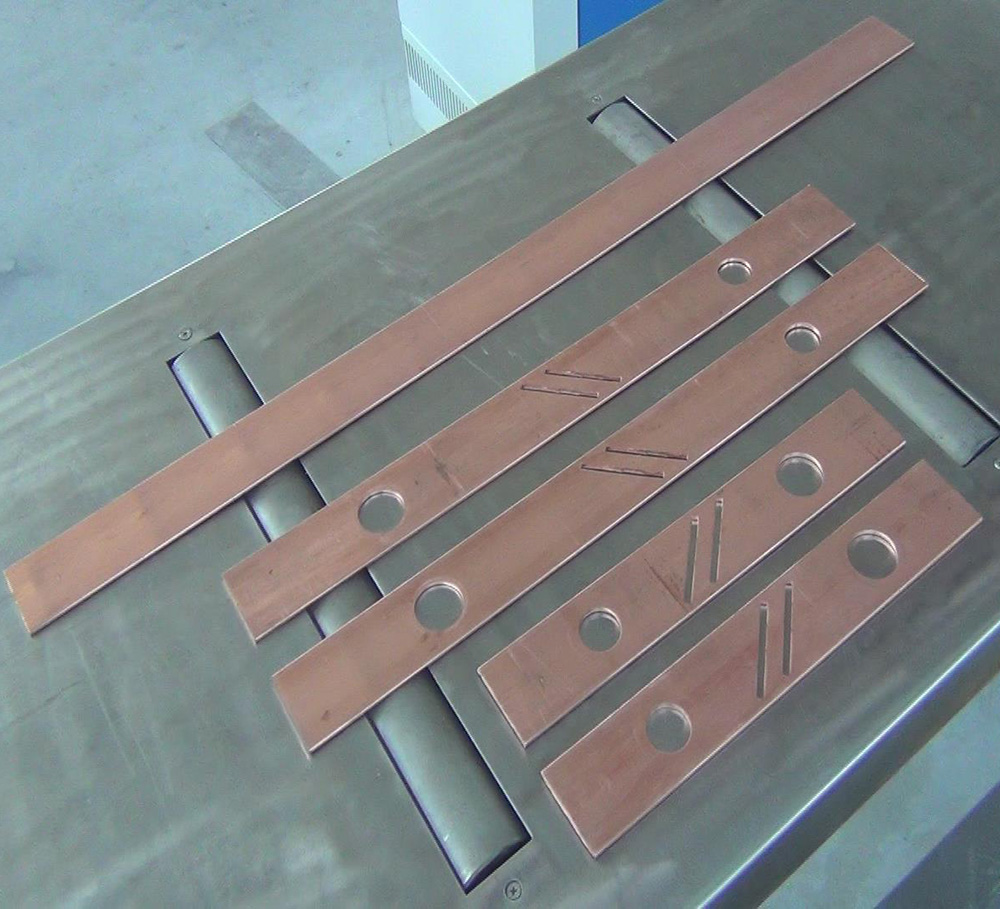
מיט די פּראַסעסינג שטייַזן אין דער געצייַג ביבליאָטעק, קען די עקוויפּמענט פּראַסעסן בוסבאַר דורך לאָכן (קיילעכדיק לאָך, אָבלאָנג לאָך אאז"וו), עמבאָסינג, שערינג, גרווווינג, שניידן פילעט ווינקל און אַזוי ווייטער. די פאַרטיקע ווערקפּיס וועט ווערן געליפערט דורך די קאַנווייער.
די עקוויפּמענט קען זיך צופּאַסן מיט CNC בענדינג מאַשין און פאָרעם בוסבאַר פּראַסעסינג פּראָדוקציע ליניע.

הויפּט כאַראַקטער
די טראַנספּאָרט סיסטעם נעמט אָן אַ מאַסטער-סקלאַווע קלאַמער סטרוקטור מיט אויטאָמאַטישער קלאַמער סוויטש טעכנאָלאָגיע, די מאַקסימום סטראָוק פון הויפּט קלאַמער איז 1000 מם, ווען דער גאַנצער פּראָצעס ענדיקט זיך וועט די מאַשין נוצן אַ פליפּ טיש צו אַרויסרוקן די ווערקפּיס, די סטרוקטורן מאַכן עס העכסט עפעקטיוו און פּינקטלעך, ספּעציעל פֿאַר לאַנגע בוסבאַרס.
די פּראַסעסינג סיסטעם נעמט אַרײַן די געצייַג ביבליאָטעק און די הידראַולישע אַרבעט סטאַנציע. די געצייַג ביבליאָטעק קען אַנטהאַלטן 4 לאָך-שטאַרבן און 1 שער-שטאַרבן, און די באַנטאַם ביבליאָטעק זאָרגט דערפֿאַר אַז דער פּראָצעס זאָל זײַן מער עפֿעקטיוו ווען די שאַרבן ענדערן זיך אָפֿט, און אַ סך פּשוטער און באַקוועמער ווען מען דאַרף ענדערן אָדער פֿאַרבײַטן די לאָך-שטאַרבן. די הידראַולישע אַרבעט סטאַנציע נעמט אַרײַן נײַע טעכנאָלאָגיע ווי אַ דיפֿערענציעלע דרוק סיסטעם און ענערגיע סטאָרידזש מיטל, די נײַע מיטלן וועלן מאַכן די עקוויפּמענט מער עפֿעקטיוו און רעדוצירן דעם ענערגיע פֿאַרלוסט בעת פּראַסעסינג.
אלס קאנטראל סיסטעם האבן מיר די GJ3D פראגראם, וואס איז א ספעציעלע געהאלפענע דיזיין ווייכווארג פון באסבארן פראצעסירונג. וואס קען אויטאמאטיש פראגראמירן מאשין קאד, אויסרעכענען יעדן דאטום אין פראצעסירונג, און ווייזן אייך די סימולאציע פון דעם גאנצן פראצעס, וואס וועט קלאר ווייזן די ענדערונג פון באסבארן שריט ביי שריט. די אותיות האבן עס געמאכט באקוועם און שטארק צו פארמיידן קאמפליצירטע מאנועלע קאדירונג מיט מאשין שפראך. און עס איז ביכולת צו דעמאנסטרירן דעם גאנצן פראצעס און עפעקטיוו פארמיידן מאטעריאל פארלוסט וואס ווערט געפֿארשאפט דורך אומרעכטע איינגאבע.
פאר יארן האט אונזער פירמע גענומען די פירערשאפט אין אנווענדן 3D גראפישע טעכניק צו דער בוסבאַר פּראַסעסינג אינדוסטריע. איצט קענען מיר אייך פאָרשטעלן די בעסטע CNC קאָנטראָל און פּלאַן ווייכווארג אין אַזיע.
עקסטענדאַבאַל נאָודז טייל
עקסטערנע מאַרקינג מאַשין: עס קען זיין געשטעלט זעלבשטענדיק אַרויס פון דער מאַשין און אינטעגרירט קאָנטראָל צו די GJ3d סיסטעם. די מאַשין קען טוישן די אַרבעט טיפקייַט אָדער אינהאַלט אַזאַ ווי גראַפיקס, טעקסט, פּראָדוקט סעריע נומער, טריידמאַרק, עטק. לויט קונה באדערפענישן.
שמיר-שמיר-מיטל: גענוצט פארן שמירן די לאָך-שטיקלעך, ספּעציעל צו פארמיידן אז די לאָך-שטיקלעך זאלן זיך שטעקן אין די בוסבאַר בעת דער פאַראַרבעטונג. ספּעציעל פֿאַר אַלומינום אָדער קאָמפּאָזיט בוסבאַר.
עקספּאָרט פּאַקינג




הויפּט טעכנישע פּאַראַמעטערס
| גרייס (מ״מ) | 3000*2050*1900 | וואָג (ק"ג) | 3200 | סערטיפיקאציע | CE ISO | ||
| הויפּט מאַכט (קװ) | 12 | אַרייַנגאַנג וואָולטאַזש | 380/220V | מאַכט מקור | הידראַוליש | ||
| אַרויסגאַנג קראַפט (kn) | 300 | פּאַנטשינג גיכקייט (הפּם) | 60 | קאָנטראָל אַקס | 3 | ||
| מאַקס מאַטעריאַל גרייס (מם) | 6000*125*12 | מאַקס פּאַנטשינג דייז | 32 מ״מ | ||||
| אָרט גיכקייט(X אַקס) | 48 מעטער/מינוט | סטראָוק פון פּאַנטשינג צילינדער | 45 מ״מ | פּאַזישאַנינג ריפּיטאַביליטי | ±0.20 מ״מ/מ | ||
| מאַקס סטראָוק(מ״מ) | X אַקסY אַקסז אַקס | טויזנט530350 | סומעofשטאַרבט | פּאַנטשינגשערינג | 4/51/1 | ||
קאָנפיגוראַציע
| קאָנטראָל טיילן | טראַנסמיסיע טיילן | ||
| פּלק | אָמראָן | פּרעציזיע לינעאַר גייד | טייוואַן HIWIN |
| סענסאָרן | שניידער עלעקטריק | פּרעציזיע די באַל שרויף (4טע סעריע) | טייוואַן HIWIN |
| קאָנטראָל קנעפּל | אָמראָן | באַל שרויף שטיצע ביןינג | יאַפּאַנישע NSK |
| טאָוטש סקרין | אָמראָן | הידראַולישע טיילן | |
| קאָמפּיוטער | לענאָוואָ | הויך-דרוק עלעקטראָמאַגנעטישע וואַלוו | איטאליע |
| AC קאָנטאַקטאָר | אַ.ב.ב. | הויך דרוק רערן | ריוואַפלעקס |
| קרייַז ברעאַקער | אַ.ב.ב. | הויך דרוק פּאָמפּע | אייבערט |
| סערוואָ מאָטאָר | יאַסקאוואַ | די קאָנטראָל ווייכווארג און 3D שטיצע ווייכווארג | GJ3D (3D שטיצע ווייכווארג דיזיינד דורך אונדזער פירמע) |
| סערוואָ דרייווער | יאַסקאוואַ | ||
פּראָדוקטן קאַטעגאָריעס
-

מולטיפונקציאָנעל בוסבאַר 3 אין 1 פּראַסעסינג מאַשין ...
-

מולטיפונקציאָנעל בוסבאַר 3 אין 1 פּראַסעסינג מאַשין ...
-

פּאַנטשינג קאָסטיום פֿאַר BP-50 סעריע
-

מולטיפונקציאָנעל בוסבאַר 3 אין 1 פּראַסעסינג מאַשין ...
-

CNC בוסבאַר פּאַנטשינג און שער מאַשין GJC...
-

SDGJ הויך-אַקיעראַסי אויטאָמאַטיש קופּער רוט מאַשיני ...



